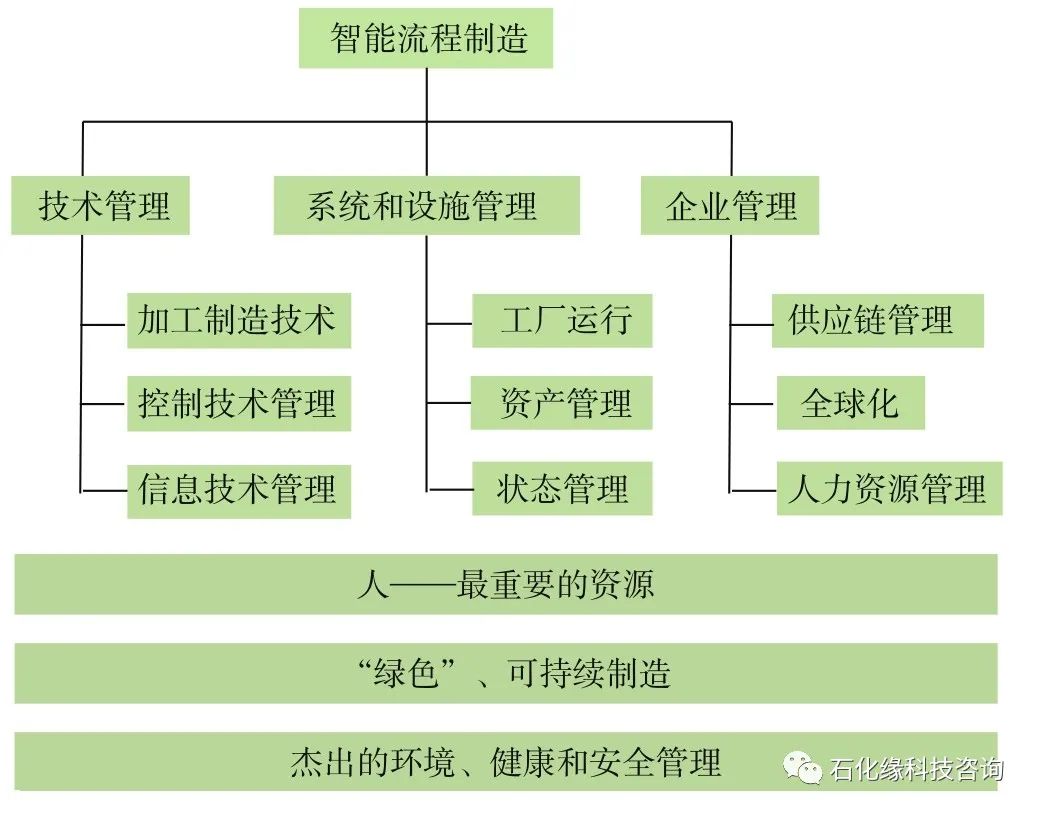
近些年来,以云计算、大数据、物联网、人工智能等为代表的信息技术快速发展,引领传统制造行业发展,并推动管理变革,促使生产制造向智能化方向转变。特别是经历2008年全球金融危机之后,以制造业为核心的实体经济的重要性被世界各国重新认知,纷纷制定国家层面的战略和行动计划。美国早在2008年前就提出了先进制造技术的理念,并于2009年提出了“再工业化”等一系列战略和计划[1]。智能制造领导同盟2011年6月提出智能过程制造(Smart Process Manufacturing,简称SPM)路线图及功能模型(图1)。该机构认为,智能过程制造是一种具有前瞻性的企业运营模式,由支撑知识的人员、工具与系统相连接,进行创新、规划、操作运行、维护和管理设备,并根据模型实时计算的综合性能指标体系来决策和执行,从而使运营变得更可预测、更具灵敏的经济反应和事故反应能力。图1 SPM的功能模型英国2008年提出“高价值制造”战略,2009年公布了新产业新工作战略,之后又发布了《英国先进制造领域一揽子新政策》。2013年启动了对未来制造业进行预测的战略研究项目,推出了《英国工业2050战略》,认为未来制造业的主要趋势是个性化、低成本产品需求增大、生产重新分配和制造价值链的数字化[2]。为了支持工业领域新一代革命性技术的研发与创新,德国也于2013年提出了“工业4.0”战略,计划以数字化、网络化、智能化技术为主导的第四次工业革命或革命性的生产方法,建立一个高度灵活的个性化和数字化的产品与服务生产模式,并通过产生各种新的活动领域和合作形式,改变创造新价值的过程、重组产业链及分工,实现虚拟网络世界与现实物理世界的融合[3]。2015年,中国提出了《中国制造2025》,部署全面推进实施制造强国战略,以促进制造业创新发展为主题,以提质增效为中心,以加快新一代信息技术与制造业融合为主线,以推进智能制造为主攻方向。其中,针对智能制造工厂,要求紧密围绕重点制造领域关键环节,开展新一代信息技术与制造装备融合的集成创新和工程应用,紧扣关键工序智能化、关键岗位机器人替代、生产过程智能优化控制、供应链优化,建设重点领域智能工厂或数字化车间。智能制造作为未来经济发展的主要方向已经得到广泛认同,多个国家正以工业化与信息化的充分融合为基础,以智能化技术的研发与应用为手段,积极推进传统制造行业的转型与快速提升。
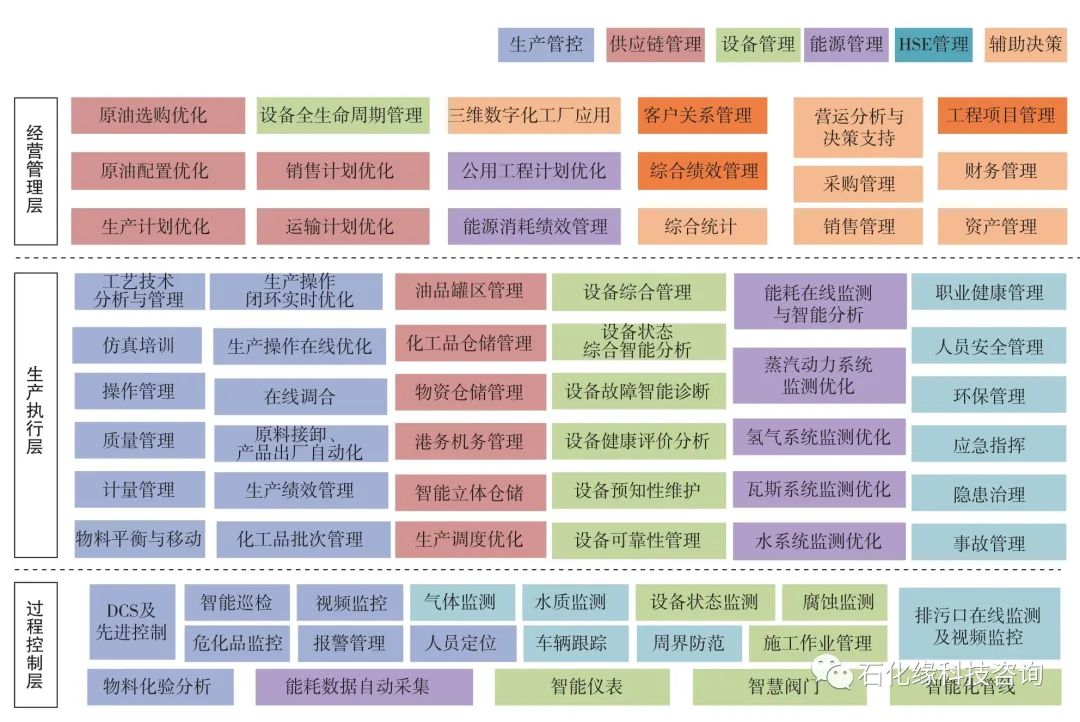
近几年,伴随着炼化企业对智能工厂建设需求的日益迫切,国内外石化企业和技术公司均开展了智能炼厂的技术研发与功能设计。从目前一些国外知名技术公司和大型石化企业的设计思路来看,现阶段的智能炼厂主要是在整合原有不同领域技术基础上的智能化设计与研究,涉及的技术包括原油及成品油在线调和、油品在线分析、生产计划优化、生产调度排产优化、装置实时优化、公用工程在线优化、设备运行预测预警、智能无线巡检等多项技术,但尚未研发形成具有颠覆性的智能化技术。究其原因,主要是由于炼化生产过程本身的复杂性和涉及多专业多领域的特点,使得智能炼厂的发展不可能一蹴而就,而是一个长期的研究与建设过程。笔者结合目前国内外石化企业智能化的研究、建设进展,以及对智能炼厂的思考,提出了适合未来5~10年技术发展的智能炼厂功能架构图(图4),以供参考。从智能炼厂的未来发展趋势来看,主要应在生产管控一体化优化、自主学习与智能预测等方面加强研发与应用。首先,智能炼厂应以生产管控一体化优化为主线,研发以过程控制模型、严格机理模型和大数据驱动模型以及专家库、知识库、规则库等为核心的计划—调度—操作一体化优化技术,并将设备运行的故障诊断、预知性维修以及能源利用的实时闭环优化等与生产运行优化充分集成,实现安全环保及用能成本最小化条件下的原料采购、计划调度、生产制造到产品入库、物流配送的生产全过程智能优化。图4 智能炼厂功能架构图其次,智能炼厂应以自主学习和智能预测为最终目标,研发适应于复杂炼化生产过程的智能学习与预测系统,该系统应融合机理模型、数据科学和专家经验,并借助人工智能技术实现知识的自动获取、学习、推演、应用和改进。最后,智能炼厂应以具有较高知识结构的专业人员为基础,根据智能工厂的功能设计、运行模式等,逐步培养能够适应生产过程优化智能化、供应链优化智能化、资产全生命周期管理智能化等的专业技术人才,确保炼厂智能化后的高效运行。参考文献:[1]陈明,梁乃明.智能制造之路数字化工厂[M].北京:机械工业出版社,2017:1-5.Chen Ming, Liang Naiming. Road of intelligent manufacture -- Digital chemical plant[M].Beijing: China Machine Press,2017:1-5.[2]陈卫新.面向中国制造2025的智能工厂[M].北京:中国电力出版社,2017:4-6.Chen Weixin. Intelligent factory eyeing China Manufacture 2025[M].Beijing: China Electric Power Press,2017:4-6.[3]制造强国战略研究项目组.制造强国战略研究·综合卷[M].北京:电子工业出版社,2015:附录C 德国“工业4.0”战略.Manufacturing Power Strategy Research Project Team.Manufacturing power strategy research (General Vol.)[M].Beijing: Publishing House of Electronics Industry,2015:Exhibit C--Germany“Industry 4.0”Strategy.[4]王海龙.九江石化:流程型智能制造样本[J].中国工业评论,2016(6):72-77.Wang Hailong. Jiujiang Petrochemical Company: Process-oriented intelligent manufacture prototype[J].China Industry Review,2016(6):72-77.[5]谢道雄.九江石化智能工厂探索与实践[C]. 北京:2017年中国石油炼制科技大会,2017.Xie Daoxiong. Practice of Jiujiang Petrochemical Company’s intelligent factory[C]. Beijing: Meeting of 2017 China Oil Refining Science and Technology,2017.[6]茂名石化智能工厂实践[C].北京:中国石油石化企业信息技术交流大会—智慧工厂分会场,2018.Practice of Maoming Petrochemical Company’s intelligent factory[C].Beijing: Information Technology Meeting of China’s Petroleum and Petrochemical Enterprises -- Venue for Intelligent Factory,2018.[7]两化深度融合,助力绿色智能——惠州石化智能炼厂探索实践[C].北京:中国石油石化企业信息技术交流大会—智慧工厂分会场,2018.Green Intelligence --Practice of Huizhou Petrochemical Company’s intelligent factory[C].Beijing: Information Technology Meeting of China’s Petroleum and Petrochemical Enterprises -- Venue for Intelligent Factory,2018.[8]龚燕,王弘历,游晓艳,等.炼化企业能源管控系统应用进展研究[J].石油石化绿色低碳,2016,1(4):9-12.Gong Yan, Wang Hongli, You Xiaoyan, et al. Application progress of energy management and control for refining and petrochemical enterprises[J].Green Petroleum &Petrochemicals,2016,1(4):9-12.[9]宋立臣,侯晶,刘志文,等.燕山乙烯装置全流程闭环实时优化技术应用[J].乙烯工业,2013,25(4):9-15.Song Lichen, Hou Jing, Liu Zhiwen, et al. Application of closed-loop real-time optimization of whole process flow in the ethylene plant in Yanshan[J].Ethylene Industry,2013,25(4):9-15.






 大会秘书处
大会秘书处


 loading......
loading......